

Invent
It's fire-proof
It is not only a whole aero engine is tested, Aviation Industry demands that each and every single component passes the toughest tests to be allowed to fly.
Nov 2018
"I've worked for Avio Aero for 33 years. I worked in the old factory in Via Nizza, Turin, and then moved to Sangone to take care of all the activities related to the instrumentation of our components.” With just a few words of introduction, Rinaldo Crivello communicates that he is one of those professionals with extensive industry knowledge as well as knowledge of the technical or environmental conditions that airplane engines must pass, especially in tests that determine which parts may or may not fly.
"In Aeronautics, testing is fundamental. The quality requirements for our components are extremely stringent," continues Rinaldo, who, as he said, works at the Sangone Test Site in Turin, where the test rigs and rooms were renovated completely recently. "We test several parts here: for example, the engine power transmissions TP400 for the A400M aircraft, the mechanical transmissions of the GE9X and the GE90, and also brand new engine parts," he says, referring to GE Catalyst. “But other testing teams like ours are based in Pomigliano and Brindisi too, we use to collaborate daily”.
Rinaldo’s world consists of the parts that make up basic modules of the airplane engine (rotor blades, nozzles, links, shafts and other parts of turbines or combustors). It also includes the very delicate instruments used to measure deformation, displacement in relation to applied loads, pressures generated in component cavities, or used for monitoring vibrations at different regimes, even for analyzing the temperatures that develop at different points of the "test article", i.e. the object being tested. Inevitably, each part passes through “instrumentation”, the pre-test preparation phase.

"Rivalta's engineers send us requests to perform specific tests on our components. Along with the expanded team, and with my colleague Walter Giradi, we prepare a test program with extremely detailed instructions, indicating the requirements to be met and all the instruments that must be precisely positioned on the component to be tested". Rinaldo goes on to list a series of phases, for assessment and execution, and operations that would be decidedly complex for anyone who had not attended at least one year of technical-mechanical industrial education or training or even such expertise.
His approach incredibly reminds that of an artisan, it's looking like talking to a watch craftsmen. Albeit in a highly technological context, surrounded by people with years of technical experience in aeronautics, who know engine parts as if they were common devices or home appliances. With that same confidence.
“This type of work requires great calm and precision. You must be very meticulous, get handicraft skills and apply the instructions to the letter, to get useful data for the colleagues who will analyze them.” Depending on the objective, the data Rinaldo mentioned are results of temperatures, points of distortion or breakage. The numbers and values decoded in a room on the industrial outskirts of a large city reveal how an engine will behave in the sky, while flying under conditions, of pressure or climate, that range from standard to extreme. The designers receive the data, and thanks to this information they know how and where to make improvements, if any.

"Thanks to the Rokide method, we can measure distortion inside turbines or near combustors, too. Modules where temperatures exceed 1,100 Celsius degrees," stresses Rinaldo who, with his team, also reveals what happens inside the combustion chamber.
In fact, there are no alternative solutions to the Rokide method for collecting data inside the most incandescent part of the engine. "We encapsulate the tungsten strain gages between two layers of pure alumina and that's it," Rinaldo explains naturally, trying to simplify a process for comparing the difference in the deformation suffered by the metal of the part, as well as by its sensors, at infernal temperatures.
"There are also other techniques," continues Rinaldo, "used to understand the temperatures inside the respective components of the combustion module: combustion chamber or post-combustion zones. For the catalyst combustion chamber, for example, we coated the component with thermal paint. Once the engine is started, it changes color depending on the temperature reached by each individual point of the component. This provides a clear picture of how the heat spreads inside the combustor, a real temperature "map" thanks to which we can identify the most critical points of the component.”
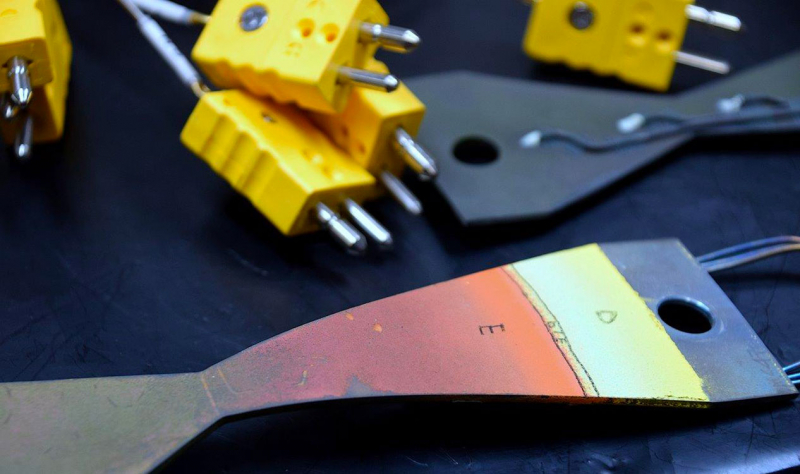
"We coat the component with thermal paint, it changes color depending on the temperature reached by each individual point of the component."
Among varnishes, strain gauges, sensors, accelerometers, we must be glad that there are people like Rinaldo, and the testing teams working with him, who have both knowledge and passion for their professional mission. As we board the next plane, being aware that even the tiniest component has been severely tested, is the most loved sigh of relief.